Fuerza de unión y destintado
La fuerza de unión es uno de los índices más importantes de las propiedades del pegamento. La fuerza de unión se refiere a la cantidad de fuerza requerida cuando se quitan la película y el papel, y este índice a menudo se combina con el efecto de destintado. Primero debemos comprender el principio y la estructura del compuesto de papel y plástico.
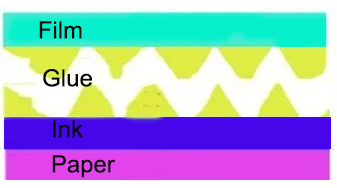
Si desea mejorar la fuerza de unión, debe considerar la racionalidad de la fuerza de unión de cada capa. Como puede verse en la siguiente figura, la fuerza de unión compuesta incluye principalmente:
1) Adhesión entre tinta y papel
2) Adhesión entre la capa adhesiva y la tinta
3) Adhesión entre película y capa adhesiva

Relación entre varios efectos de pelado, adhesión y destintado
▲ Despegue completamente del papel y destinte completamente
Cuando se destinta por completo, a menudo hay dos situaciones, una requiere una fuerza de pelado más fuerte, mientras que la otra es completamente opuesta, solo se requiere una fuerza de pelado más baja para destintar completamente, la razón principal de estos dos resultados diferentes es La razón es la diferencia de papel.
1. La resistencia al pelado es alta, lo que significa que la fuerza de unión de las otras dos capas es mayor que la fuerza de unión de la tinta y el papel, y el efecto es mejor. Este es también el mejor efecto compuesto buscado por la mayoría de los fabricantes de compuestos.
2. La resistencia al pelado es baja. Una de las razones es que la fuerza de unión entre la tinta y el papel es pobre o la tinta tiene un fenómeno de secado falso. La razón más importante es que la superficie del papel está suelta, lo cual es especialmente común en el compuesto de cartón gris y blanco.
La capa superficial de cartón blanco grisáceo tiene muchos rellenos. Si el pegamento no puede penetrar completamente en la capa superficial y combinarse con la capa de suspensión después de la composición, se producirá en la capa superficial durante el pelado y la fuerza de pelado requerida en este momento es muy pequeña.

▲ La capa de tinta está desconectada, parte de la tinta está en la película y parte queda en el papel

(Representaciones esquemáticas de destintado parcial)
Este estado de pelado debería ser el efecto de pelado más ideal, lo que indica que la fuerza de unión de cada capa es muy buena.
Pero preste atención a la situación de la tinta dorada y plateada, la capa superficial de la tinta dorada y plateada es muy similar al cartón gris y blanco, está compuesta de polvo de cobre o polvo de aluminio y algunos aglutinantes, el rendimiento de su estructura interna no es muy bueno , la capa de tinta está relativamente suelta, se despega Es fácil de separar durante el período y la fuerza de pelado es muy pequeña.
▲ La capa adhesiva se separa de la capa de tinta sin destintar

Esta situación muestra que la adherencia entre la capa adhesiva y la capa de tinta es insuficiente y el efecto es pobre. Hay varias razones para esta situación:
1) El pegamento es muy duro, especialmente el pegamento de verano que se usa en invierno.
2) La temperatura y la presión del rodillo de presión no son suficientes durante la composición, por lo que el pegamento no puede deformarse por completo y penetrar en la capa de tinta.
3) La tensión superficial de la tinta es demasiado baja, especialmente cuando se agrega demasiado aceite secante en invierno.
4) Si el papel se deja demasiado tiempo después de la impresión, la tinta envejecerá y se formarán cristales difíciles de unir en la superficie.
▲La capa adhesiva está rota
(Diagrama esquemático de la separación de la capa adhesiva)
Al despegarse, se desconecta de la capa adhesiva, dejando una película adhesiva entre la película y el papel, acompañada de un fenómeno de dibujo largo, el compuesto rígido
Esto sucede a menudo al desembarcar. Esta situación muestra que la película de pegamento no es buena o la cohesión no es suficiente y el efecto es pobre.
Hay varias razones para esto:
1) El efecto de secado del pegamento no es bueno y la capa de pegamento todavía tiene mucha agua.
2) Despegue cuando el pegamento no esté completamente curado. En este momento, el pegamento no ha alcanzado el mejor estado y se encuentra en un estado relativamente tierno.
3) En algunos pegamentos de alto grado, a menudo se agregan algunos agentes de enlace externos. Estos agentes de reticulación necesitan reaccionar y trabajar bajo ciertas condiciones de temperatura para mejorar la cohesión de la capa adhesiva. Si la temperatura del rodillo de presión es baja, a menudo la reacción incompleta o incluso nula de estos agentes de reticulación no solo evitará que se mejore la cohesión, sino que también reducirá la cohesión debido a la presencia de estas sustancias. En este caso, la capa adhesiva también se romperá.
▲La película se separa de la capa adhesiva sin destintar
También hay dos situaciones en las que la película y la capa adhesiva se separan, una es que la resistencia al pelado es alta y la otra es al contrario y la resistencia al pelado es baja.
")
(Esquema de efecto desmoldeante y adhesivo)
1) La resistencia al pelado es alta, lo que significa que la fuerza de unión entre la capa adhesiva y la capa de tinta es mayor que la fuerza de unión con la película, lo que a menudo ocurre cuando el pegamento es blando. El pegamento es suave, tiene buena capacidad de deformación y penetración, y puede penetrar en la capa de tinta o incluso en la capa de papel, mejorando en gran medida la fuerza de unión, que supera la fuerza de unión original relativamente buena entre la capa adhesiva y la película. separado de la película. En este caso, es necesario prestar atención a los procesos con operaciones de deformación como el troquelado, el repujado y el repujado. Debido a que estos procesos deforman la película, la película produce una resiliencia para restaurar su forma original y el pegamento es suave. La fractura por tracción es fácil de ocurrir bajo la acción del pegamento,
2) La resistencia al pelado es baja, lo que significa que la combinación de la capa adhesiva y la película es anormal debido a algunos factores. En general, existen las siguientes situaciones:
■ El valor de corona de la película no es suficiente, y los materiales con baja tensión superficial son difíciles de unir, por lo que si el valor de corona de la película es bajo, afectará en gran medida la fuerza de unión durante el período, y el propósito de la corona es para aumentar el valor de tensión de la capa superficial de la película, por lo que generalmente La película requiere un valor de corona ≥ 38 dyn es.
■ El pegamento no se ha secado o la humedad no se ha evaporado después de pegar. La presencia de estas humedades afectará la adherencia de la capa adhesiva.
rendimiento de unión
■ Si la temperatura ambiente es demasiado baja, el pegamento se endurecerá y el rendimiento de la unión disminuirá. Esto es especialmente fácil de suceder cuando se usa pegamento de verano en invierno.
Contenido solido
El contenido de sólidos es el porcentaje de la parte restante de la emulsión después del secado en condiciones específicas. El nivel de contenido sólido no puede explicar completamente el rendimiento de unión del pegamento. El alto contenido de sólidos es una condición para el alto rendimiento de la cola, pero no se puede simplemente revertir pensando que el rendimiento de la cola con alto contenido de sólidos debe ser bueno.
El nivel de contenido sólido puede comprender aproximadamente la cantidad de ingredientes activos en el pegamento y afectar la velocidad de secado del adhesivo, la capacidad de recubrimiento del polvo y el brillo del producto después del recubrimiento de la película.

Efecto del contenido de sólidos en la velocidad de secado
En términos generales, cuanto mayor sea el contenido de sólidos, menor será la necesidad de volatilizar la humedad y mayor será la velocidad de secado. Pero la velocidad de secado se ve afectada por el solvente del pegamento y el valor de PH, por lo que a veces el pegamento con alto contenido de sólidos no es tan rápido como el pegamento con bajo contenido de sólidos.
Influencia del contenido de sólidos en el polvo de la tapa
Aunque la cola con alto contenido en sólidos ayuda a mejorar el brillo del composite, su influencia no es decisiva. El brillo es principalmente un reflejo integral de la transparencia del pegamento en sí y el efecto de relleno compuesto. Sin embargo, el brillo del pegamento con bajo contenido de sólidos después de la preparación generalmente no es bueno.
Determinación del contenido de sólidos
La determinación del contenido de sólidos es principalmente para determinar la cantidad de reducción de masa después de colocar el adhesivo en un horno a una temperatura específica.
La diferencia entre contenido efectivo y contenido sólido
A partir del método de medición del contenido sólido, se puede ver que el contenido sólido real es la cantidad de sustancias restantes después de eliminar las sustancias volátiles, y las sustancias volátiles en el pegamento real no son completamente agua, y algunas sustancias también son volátil. también juega un papel importante. Como los reguladores de pH y los plastificantes, estas sustancias no están incluidas en el rango de contenido sólido, por lo que podemos incluirlas en el contenido efectivo.
3. valor de pH
El valor de PH también se denomina índice de concentración de iones de hidrógeno, que es la concentración de iones de hidrógeno en la solución. En términos sencillos, se refiere a la acidez y alcalinidad del pegamento.
El efecto del valor de PH en la viscosidad
La influencia del ajuste del valor de pH del adhesivo sobre la viscosidad es muy evidente. La viscosidad del pegamento es baja en condiciones ácidas y la viscosidad aumentará a medida que cambia a alcalino.
En el proceso de aplicación real, si siente que la viscosidad del pegamento es baja y el efecto de pegado se ve afectado, puede aumentar su viscosidad agregando agua con amoníaco. Cabe señalar que el olor del agua amoniacal es fuerte. Cuando se usa en verano o con poca ventilación, afectará el entorno de trabajo. No es posible cambiar el pegamento con una viscosidad más baja en un pegamento con una viscosidad más alta agregando una gran cantidad de agua de amoníaco por un solo lado. de pegamento
Efecto del valor de PH en la estabilidad mecánica
En el caso de acidez parcial, el rendimiento del pegamento es inestable y la estabilidad de almacenamiento será pobre y habrá aglomeración, delaminación o incluso demulsificación. Esto también requiere que el valor de pH del pegamento se ajuste a neutro y ligeramente alcalino.
Cuando la temperatura es alta en verano, puede haber un problema de que el valor de PH del pegamento cambie debido a la volatilización del agua de amoníaco, lo que afecta su viscosidad y estabilidad de almacenamiento. En este momento es necesario añadir una cantidad adecuada de agua amoniacal u otros reguladores del valor del PH.
Efecto del valor de PH en tinta de oro y plata.
Las tintas de oro y plata son principalmente polvo de cobre y polvo de aluminio. La acidez y la alcalinidad excesivamente altas provocarán reacciones de oxidación que provocarán la decoloración. Por lo tanto, el valor de pH del pegamento utilizado para componer impresiones de tinta dorada y plateada debe ser casi neutral.
Determinación del valor de PH
La determinación del valor de PH se puede llevar a cabo mediante la colorimetría del papel de prueba y el método de medición del instrumento, entre los cuales la colorimetría del papel de prueba es simple y rápida, y es un método de determinación de uso común.
Producción química de Sinograce de adhesivo de laminación a base de agua , bienvenido a consultar.

 español
español English
English français
français русский
русский العربية
العربية



