Trece. desollar
Hay dos fenómenos comunes de la piel: uno está en el cubo de embalaje de la piel de la superficie del pegamento, el otro está en la piel de la superficie de la bandeja del pegamento.
■ La capa superficial de pegamento en el balde de empaque produce costras
1) Si la temperatura del empaque de filtración de pegamento es demasiado alta, es fácil formar una costra en el barril cuando baja la temperatura, lo cual es común en verano a altas temperaturas. Debido a que el pegamento se enfría lentamente, es fácil que ocurra si los productos son urgentes y no se pueden empacar a la temperatura adecuada.
2) El pegamento empaquetado también formará una costra si se expone a la luz solar.
■ Produce costras en la capa superficial de cola de la bandeja de cola
1) La bandeja de pegamento tiene un ángulo muerto (como la forma de ángulo recto de la bandeja de pegamento) cuando el pegamento rara vez fluye, la superficie de la humedad del pegamento se volatilizará lentamente, formando una película y una costra.
2) El camino de cocción tiene aire caliente que sopla directamente a la bandeja de pegamento.
3) La superficie de más espuma de espuma adhesiva es muy delgada, fácil de filmar.
Catorce. Espuma
La espuma también se divide en espuma de cubo y espuma de pegamento en dos casos
■ Espuma en el barril
Esta situación se debe principalmente a la violenta agitación en el proceso de manipulación de la espuma, además de que la infiltración de más agua agitando también producirá más espuma.
■ Salida lenta de la bandeja de pegamento cuando hay espuma más seria
1) Fallo del antiespumante de cola o medición insuficiente
2) la velocidad de las cunas superiores es demasiado alta y la mezcla del pegamento es demasiado fuerte
3) El nivel de la capa de goma y las camillas superiores están en una posición inapropiada, y una gran cantidad de gas ingresa a las camillas superiores cuando giran.
4) La viscosidad del pegamento es demasiado alta y la pared de espuma del pegamento es gruesa y no es fácil de reventar.
■ Más espuma de cola, las consecuencias son las siguientes:
1) Influir en la velocidad del compuesto (velocidad de laminación)
2) Cuando la cantidad de pegamento es grande, parte de la espuma se cubre con la película y la espuma ingresa al canal de horneado antes de nivelarse después de reventar, o ingresa al canal de horneado antes de reventar, y luego se seca y se rompe para formar puntos vacíos. Después del compuesto, se genera el fenómeno como el ojo de pez y el agujero de alfiler.
3) Es fácil producir costras de pegamento en la bandeja de pegamento.
En la forma de tratar con más espuma, la forma común es agregar un agente antiespumante, pero debemos prestar atención al tipo, la cantidad y el método de agitación para agregar el agente antiespumante. Si la operación es incorrecta, es fácil causar el fenómeno del ojo de pez y la disminución de la fuerza de pelado.
Quince. papelería
En pocas palabras, el pegado es el papel y el papel unidos entre sí, para que tenga una mejor resistencia y rigidez, como cajas de cartón, cajas de cartón corrugado. El mismo tipo de papel se llama para montar, y hay todo tipo de etiquetas colgantes comunes.
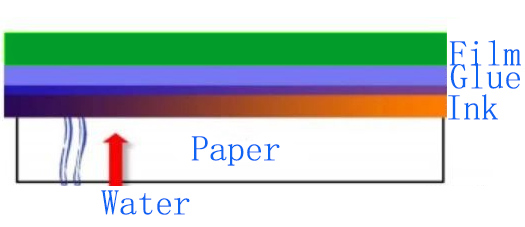
En la actualidad, la mayoría de los adhesivos de pegado utilizados para pegar tienen un bajo contenido de sólidos y contienen más humedad. Debido a la estructura del papel, hay muchos tubos capilares en él.
Después de pegar, debido a la acción capilar, el papel absorbe rápidamente la humedad y sube a la capa de pegamento, lo que afecta la capa de pegamento y la capa superficial. En poco tiempo, es difícil volatilizar el agua por completo, especialmente en invierno, y el adhesivo capa de contacto durante mucho tiempo. Debido a las características hidrofílicas del adhesivo a base de agua, la existencia de agua seguramente destruirá su estructura, lo que provocará una disminución del rendimiento. Su principal rendimiento es la disminución de la adhesión, la película desprendida y la capa adhesiva se separan, además, si el el agua no es completamente volátil que el siguiente proceso, como el troquelado, la sangría, etc., es fácil de causar un fenómeno de formación de espuma.
Esto requiere que el contenido de humedad del propio papel sea bajo. Después del pegado compuesto, los productos deben colocarse durante mucho tiempo y en un ambiente cálido y seco en la medida de lo posible, para volatilizar el agua y reducir la influencia del agua en la capa adhesiva.
Dieciséis. velocidad de secado
La velocidad de secado del pegamento afecta directamente la velocidad y la eficiencia del laminado y también es un aspecto importante para los clientes. Los principales factores que afectan la velocidad de secado son: la temperatura del canal de secado y el volumen de ventilación, el contenido sólido del pegamento, la estructura solvente del pegamento.
■ Temperatura y ventilación del canal de secado
Se prestará atención a los requisitos del camino de secado, pero no se puede ignorar la ventilación, si hay una gran cantidad de vapor en el camino de secado no se puede excluir, afectará en gran medida la velocidad de secado y, a menudo, habrá Gotas de agua, goteo en la película, causando problemas de recubrimiento, además del equipo también tiene el efecto de la corrosión.
■ Contenido de sólidos del pegamento
En general, el pegamento con un mayor contenido de sólidos se seca más rápido
■ Estructura del solvente del pegamento El
pegamento que contiene solventes orgánicos y la velocidad de secado miscible en agua es relativamente rápido, por lo que es necesario recordar a los clientes que deben prestar atención a algunos pegamentos de secado más rápido sus problemas ambientales.
Cabe señalar que, en el caso de una gran cantidad de pegamento, no se puede perseguir demasiado la velocidad de secado, aunque solo sea aumentando la temperatura de secado para mejorar la velocidad de secado, a menudo hace que la superficie se seque y la capa interna no es un fenómeno seco , por lo que no solo afecta el rendimiento de la película, sino un fenómeno de agrietamiento grave.

Diecisiete.olor
Hay tres tipos de problemas de olor en el pegamento: olor a amoníaco, olor corporal único, mal olor.
■ Olor a amoníaco
El problema del PH se mencionó anteriormente, y el regulador común del PH es el amoníaco. El amoníaco tiene cierto olor volátil y acre. Bajo la condición de pegamento normal, el amoníaco generalmente tiene un sabor ligero, mientras que si el amoníaco tiene un sabor fuerte, se relaciona con las siguientes situaciones:
1) Para aumentar la viscosidad del pegamento, se agregó amoníaco en exceso.
2) El entorno del compuesto no estaba bien ventilado, lo que provocó la acumulación de amoníaco volatilizado.
3) Después de la exposición al sol de verano, parte del amoníaco se volatilizó en el espacio del balde de pegamento y el olor a amoníaco era más intenso cuando se abría la tapa.
■ Olor corporal único
Si el monómero tiene un sabor fuerte, el pegamento no es completamente reactivo o el monómero residual es alto.
■ Mal olor
Debido a que el solvente del pegamento es el agua, y el agua es el espacio para la supervivencia de los microorganismos, por lo que la producción general de pegamento debe ser un tratamiento de esterilización, si el tratamiento no es bueno, después de un período de tiempo, puede haber un gran número de microorganismos causados por el deterioro del pegamento, olor.
Adhesivo en el proceso de uso, si se mezcla sin tratamiento de esterilización de agua, también es fácil causar deterioro.

 español
español English
English français
français русский
русский العربية
العربية



